wsmallwood
Member
CHAMBERING – BLIND LUCK OR THE MOST DIFFICULT OPERATION ON A RFBR BARREL
It’s been nine years since I wrote “A Rifle’s Tale”, which was the story about my decision to try to get Bill Calfee to build a Turbo rifle for me, talking him into it, gathering the components, taking them to Bill and ultimately, watching the entire process ,and finally taking delivery on “Gingersnap”, a Shilen barreled Calfee Turbo. I firmly believe Gingersnap to be one of the best rifles that Bill Calfee has ever produced, and in the hands of a more capable shooter would have set numerous records. However, for me, that rifle has simply been a joy to own and shoot.
This story will not parallel the first story completely as it only entails my thoughts on the current chambering techniques used by Bill Calfee as I saw them on a recent visit. It is in no way intended to be a technical or gunsmith’s guide, and as I have said many times, I am neither a gunsmith nor a machinist. What I know I’ve simply picked up along the way. This story has a title, which is the question Bill asked but I’ll call this “A Chamber’s Tale” for my purposes.
On a recent weeklong sojourn to Louisville, KY I spoke with Bill, and in the course of the conversation he invited me to his home and hinted that he may show me his new method of chambering. It seemed just the break in routine that I needed, so I decided to accept his invitation. It had been about a year since I had been to Bill’s, and I like to visit with him on occasion. It’s always a learning experience.
So, on Friday May, 11, 2018 I find myself paying $4 to cross the Ohio river at Louisville headed North to Bill’s home and shop. I don’t like the toll but it’s better than swimming. I arrive at almost 1 P.M exactly and as I look at the old shop that I know houses a dirt floor and a 98 year old lathe, among its many other wonders, I’m thinking the whole scene stands in stark contrast to the numerous championship and record holding rifles produced there, and almost thirty years’ worth of memories start to cross my mind. I recalled the first time I met Bill at Wilmore, KY as I prepared to shoot something called BR-50 (which I swore I would never shoot again after that day). I recalled people there speaking of Bill and saying he was the best rimfire gunsmith in the country. I recalled thinking that couldn’t be because I read all the popular magazines, and I had never heard of him. I recalled the look on his face as I proudly showed him my custom 10/22, which I realized by the look was not up to par, but he complimented it. I recalled shooting against him many times after that day, sweating every shot while he shot a pistol and made it seem easy. In the end, I would always end up a few spots, or many spots, down from Bill, but I never felt bad about it. I recalled shooting BR-50 at Bill’s home range in Indiana (a year or so after swearing I would never BR-50 or any benchrest again) I recalled the gingersnap cookies he always brought (the rifle is named for those), and the information he was always willing to share with me. I guess mainly I thought of the guns he had built for me over the years which stands in testament of the fact that he did not build for only the best shooters. If he had, I would have never owned a Calfee rifle unless I bought it on the open market. Mostly, I thought of the good times had and good people met along the way.
As I am thinking about the last thirty years I realize Bill has emerged from his house. He is ready to work. I get out of my car and after some small talk we enter the shop where Bill has the barrel slugged and ready, but has done nothing else to it. Bill has always had small motivational signs posted in his shop and I notice a new one that says “I can explain it to you but I can’t understand it for you.” I don’t ask but I can imagine that is simply the culmination of many years of trying to explain things to others who just don’t get it.
Bill prepares for work by donning the official shop apron and tuning to the classical music station, which are requirements for him. He picks up the barrel, a Muller 4 MI, and explains to me that it slugs well. He asked me what length I think it ought to be to which I reply simply that it’s up to him. He decides on a little over 25 inches and marks both the chamber end and the muzzle end being careful to mark the barrel with directional arrows so he will know which is the chamber end at all times. That almost seems trivial, and to some would seem elementary but I recall the attention to detail that has always been his hallmark. Nothing is left to chance. He then cuts each end with a hacksaw, and I notice even the simple use of the tool is very methodical, cutting first across then slightly down then across again. While that seems elementary as well, I was counting and each angle of cut and the change of angle was at a given interval of passes. I’m sure Bill was not counting. It’s just years of experience that causes him to do things the same way each time. He does have a more mechanical way to cut but has always seemed to prefer the hacksaw.
After making those cuts he looks at me and asks do I think chambering a rifle is easy or just blind luck or could it be the most difficult operation on a rimfire barrel. It seems like an odd question. I’m thinking it wouldn’t be either for me. I know it wouldn’t be easy and I’m not getting that lucky. Perhaps divine intervention but not blind luck. I’ve watched Bill chamber before, and to the casual observer it could seem either, but in my opinion it is neither easy nor luck. Blind luck would mean it happens occasionally, and easy would mean just that. While Bill may make it seem easy, he never takes his eyes off the work and the attention to detail and concentration is always there. My experience is that those who do something requiring obvious skill and make it seem easy are very good or very bad. Bill is not very bad, and he knows the answer to his own question. He’s completed all the prep work of evaluating the barrel and determined it worthy. He knows the most important and skill-critical process of fitting the barrel lies in the chambering. However, over the years he has improved his chances of getting an excellent chamber and therefore excellent barrel every time thus his methods have changed as anyone would expect from someone who thinks about what they are doing.
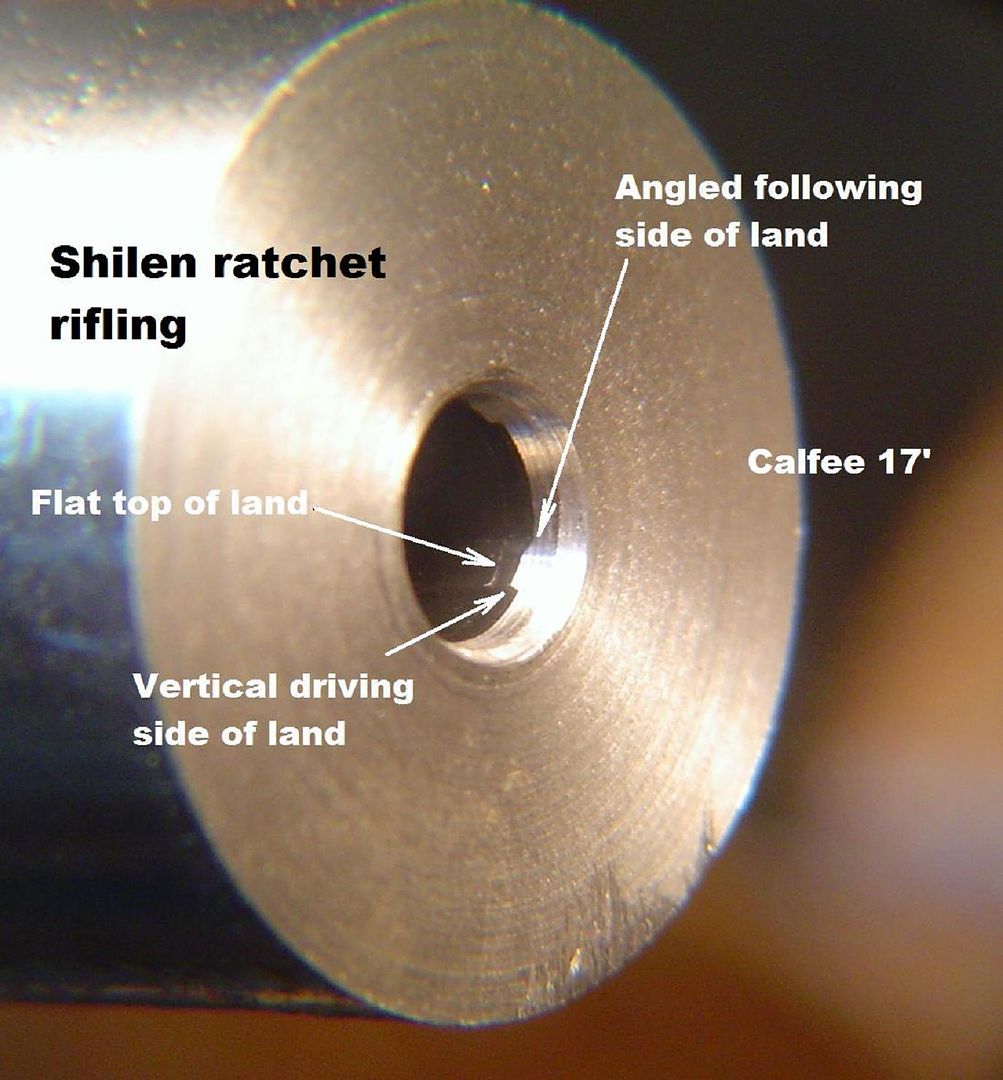
At this point, the differences of the procedures begin to be increasingly obvious. Bill expertly indexes the barrel in the lathe with practiced moves and makes a 60 degree cut on the muzzle end of the barrel, then repeats the step on the breech end. This seems to be a standard gunsmithing procedure. But then as he has the barrel still indexed to cut the breech end, he cuts, by hand, yet another small angle into the rifling of what will be the chamber. As I recall he says that is to guide the reamer better. He has me look at the cuts, and the second angle cut into the rifling is very obvious under magnification. It seems to be yet another one of those little details that, over the years, he has realized is needed. It is at this point that Bill tells me more good barrels never realize their potential because the chamber is not cut properly than for any other reason. Bill has obviously changed his procedures from what he did nine years ago, and, to some degree, it may be easier, but easier is not what he’s after. What he wants is the consistency to make a killer barrel with killer accuracy every single time. The thought processes and the experimentation have made it easier and better. Bill has cut no corners.
He is now ready to cut the chamber, which kind of amazes me because we’ve only been there an hour, and I believe the last time I saw him do this it was on about the eighth hour. I recall him initially cutting targets the first time and threading the barrel and performing various other tasks before even thinking about chambering. I ask him why he changed methods, but he is now fully engrossed in setting up the lathe, and tells me he will tell me in a few minutes. He chucks the reamer in the tailstock. I cannot compare this to the time he chambered Gingersnap as he would not let me watch that process. It was not because he thought I would steal his proprietary secret but simply because he had to psych himself to do that job and could have no distractions. The method he uses now does away with a lot of that stress and it’s easy to see why.
Bill’s attention is fully on the lathe and the reamer. He makes the statement that if he gets the first pass right then it’s a little easier to get things right and he says the first pass went great. I’m thinking “Oh, we made the first pass.” I hadn’t taken my eyes off the reamer and did not realize that he had made the first pass. He states that he chambers by hand because he wants to feel the reamer cut. That confuses me a little because the reamer is clearly chucked in the tailstock. But I notice that he uses a guide around the reamer as he cuts. I assume that’s what allows him to get the feel he wants.
He checks the protrusion which is around .137”, and he mentions that he chambers deep and wants the protrusion to be between .080” ad.090”. That really surprises me until he says he wants it to finish at around .142 or so. I begin to get the idea, and I begin to see why he chambers first. After a couple of additional passes he has the protrusion at .085”, pretty much exactly where he wants it. This is the first time I see any look of concern on Bill’s face. I wonder why, but then quickly realize that he has the chamber cut but has not looked at what has actually been done. As he says “it cannot be close, it has to be perfect”. He mulls around a minute or so and finally kind of softly says “we have to look at it eventually, might as well be now”. He puts the barrel in a vice and looks carefully with his loupe then he has me look. No doubt the chamber looks perfect, but the question is, is it?
Bill takes a round and “chambers” it. He lets it sit a few seconds before taking a deep breath and removing it from the chamber. He carefully examines it with a loupe for a minute or so then lets out a little victory yell. He has looked at the engraving and it is exactly as he wants it. Over the years he has taught me how to evaluate a chamber based on engraving. After I get the loupe the way I want it, it is obvious to me the chamber is as near perfect as one could reasonably assess. The pictures Bill has posted make it very apparent the chamber is straight and consistently engraves the bullet. Whatever the barrel does, the chamber will not be an issue. It is perfect. Was it blind luck? No, that only happens occasionally for people who understand the processes. Was it easy? No way. Although the tension on Bill’s face is much less that it used to be before chambering, it was there but now it is gone. He knows, he has something to work with and the hard part is done. I can literally feel the relief.
Bill then begins to talk about the idea of chambering first. He said he did it the same way for years, which was after threading and before final aesthetic finishing of the barrel. He says that he felt the process of chambering cleaned up all initial cuts, and it does but he says this does the same. The advantages are that if he did mess it up (I don’t think that happens often) he only needs to cut a short piece off the barrel and start over, whereas if it is threaded he must cut off more of the barrel as well as waste the work. This method allows him to fit the barrel and get the exact protrusion he wants by making small cuts on the breech end instead of “aiming” at the protrusion, which he was really pretty good at doing. It all seems obvious and there are those who will say it is, there are others who will wish they had thought of it, some will adopt the method, some will shrug it off. Some, of course, will decry it. That’s what makes us different and that’s good.
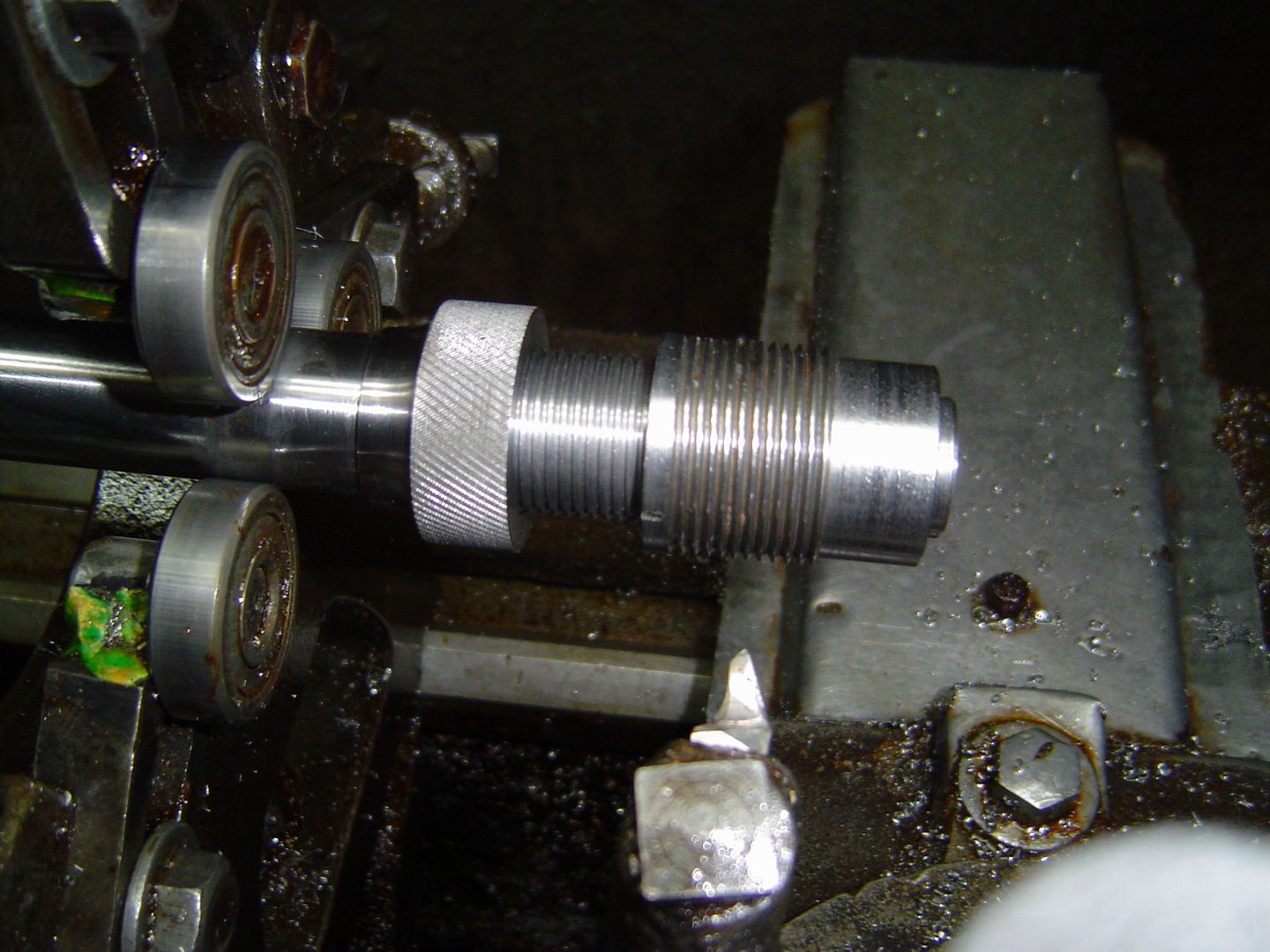
Bill is relieved and he knows his rifle’s approximate tenon length so he cuts his targets, does some quick math and roughs in the threading area. Knowing the protrusion he wants it’s fairly elementary math at that point. He does that quickly, then in a another reversal of the his former method finishes the outside of the barrel to a mirror finish. He does a few clean up procedures and wraps the barrel for protection.
At that point Bill is ready to call in a day. Although it is fairly obvious that the barrel is roughed in, Bill explains that anybody could finish it now. All the remaining processes are, in his opinion, rote machining. While he notes that he cannot vouch for the consistency of the twist rate, he believes the barrel will be a good one. So I leave him with the barrel roughed in, probably to be finished sometime this week.
Bill works on only what he wants to now, and I believe it has done him good. He looked better than he did when I saw him last year and I simply believe the stress of chambering and other precision work was taking a toll on him. Because whatever anybody has to say about him, it is obvious he puts it all on the table when doing a job. He puts his heart and soul into it.
So, the question, is it blind luck or the most important part of the process, and is it easy? It’s not blind luck. People tend to make their own luck, so generally blind luck boils down to a law of averages and some will be bad and some good, but not all of one. Is it easy? Bill has made his process more predictable, but the tension on his face, which was there as he worked but not overwhelming, still indicates that it is not an easy process. Of course anything can be easy if it’s not very well done, which brings us to the last part of the question. Is it the most important part of the process? Well, the barrel has been evaluated and deemed worthy or it would not be there. Other processes are important, but without a good chamber all else is moot. I know my answer.
Again it was a pleasure to spend some time watching a truly skilled craftsman work. It’s something not a lot of people get to do, and I feel privileged.